Pусский
Pусский espanhol
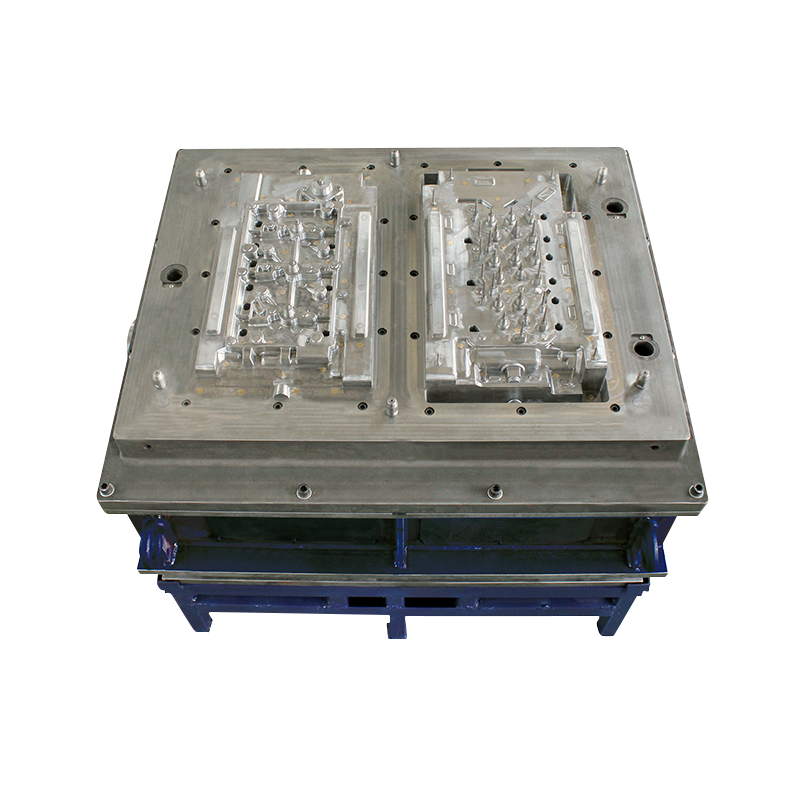
espanhol O molde de fundição sob pressão pertence a um método de processo de fundição de forjamento sob pressão líquido e completá-lo em uma máquina dedicada de fundição sob pressão. Para fundição sob pressão, os três elementos de material de fundição sob pressão, máquina de fundição e matriz são indispensáveis. A fim de melhorar a eficiência da produção, a qualidade da marca e os altos benefícios econômicos no processo de produção e prolongar a vida útil dos moldes de fundição sob pressão, o uso e a manutenção de moldes de fundição sob pressão são muito importantes.
Uso correto e manutenção de moldes de fundição sob pressão:
1. Minimize o rápido resfriamento e aquecimento do molde e tente produzir continuamente o máximo possível. No estado do molde frio, a injeção de alta velocidade é estritamente proibida.
Durante o processo de fundição sob pressão, o molde de fundição sob pressão esteve em um estado de fadiga alternativo de expansão e contração térmica, e a temperatura da cavidade do molde basicamente mudou para frente e para trás entre 160 graus e 350 graus. dano. Ao iniciar a produção em um estado de molde frio, a temperatura do molde começa a subir de uma temperatura baixa, a diferença de temperatura aumenta, a expansão do molde e o encolhimento aumentam, e a fadiga do molde aumenta de acordo, o que acelerará o dano do molde e encurtará a vida útil do molde. Portanto, na produção de fundição sob pressão, a produção contínua deve ser feita tanto quanto possível, e o resfriamento rápido e o aquecimento rápido do molde devem ser minimizados, prolongando assim a vida útil do molde.
Além disso, no estado do molde frio, o molde não atinge a temperatura durante a produção normal e o espaço entre cada parte do molde é relativamente grande. Neste caso, é estritamente proibido abrir injeção de alta velocidade e pressurização. Caso contrário, as partes de folga do molde, incluindo o controle deslizante, o orifício do ejetor e outras peças, são fáceis de quebrar na pele de alumínio, danificando o molde e afetando sua vida útil.
2. Reduza ao máximo a velocidade de injeção, reduza ao máximo a pressão específica e reduza o impacto do molde.
Durante a produção de fundição sob pressão, a velocidade de injeção não afeta apenas a velocidade de enchimento da fundição sob pressão e a velocidade do portão de injeção, mas também aumenta o pico de impacto quando a velocidade de injeção é alta. Portanto, se a velocidade de injeção for alta e a velocidade do portão de injeção for rápida, a limpeza do molde será intensificada, o pico de impacto aumentará, a força de impacto no molde também aumentará e a vida útil do molde será grandemente reduzido. Portanto, quando ajustamos o processo de fundição sob pressão, é muito importante reduzir ao máximo a velocidade de injeção, garantindo a qualidade do produto, o que é muito importante para melhorar a vida útil do molde e melhorar os benefícios econômicos da matriz. empresa de fundição. Atualmente, as máquinas avançadas de fundição sob pressão são equipadas com dispositivos de freio de injeção, que são muito benéficos para reduzir o valor de pico de impacto, reduzir a força de impacto no molde e melhorar a vida útil do molde.
A pressão da taxa de injeção no processo de fundição sob pressão também é um parâmetro importante. A pressão da taxa de injeção é geralmente de 400-900 kg/cm 2 de acordo com os requisitos de qualidade e características da peça fundida. Se exceder 900 kg/cm2, geralmente tem pouco efeito na qualidade interna da peça fundida. Se a taxa de injeção for muito alta, ela não apenas aumentará a força de expansão do molde, mas também fará com que a força de expansão exceda a força de aperto da máquina-ferramenta, resultando em canais de alumínio. Ao mesmo tempo, se o molde for submetido a uma grande força de expansão, também danificará o molde ou encurtará a vida útil do molde. Portanto, na produção de fundição sob pressão, além da velocidade de injeção, devemos prestar mais atenção à pressão específica da injeção. Como a pressão específica da injeção não é tão fácil de observar quanto a velocidade de injeção, ela é frequentemente ignorada. De fato, a taxa de injeção é um parâmetro importante no processo de fundição sob pressão, que não afeta apenas a qualidade da peça fundida, mas também tem um grande impacto na vida útil do molde. Isso deve despertar especialmente a atenção das empresas de fundição sob pressão.
3. Quando o molde é usado, a cortina e a pele de alumínio devem ser limpas a tempo de evitar que o molde seja espremido.
No uso do molde, o molde geralmente tem cobertura e revestimento de alumínio devido a vários motivos. Neste momento, deve ser limpo a tempo, caso contrário, o molde será espremido se a produção continuar. Especialmente na parte do cursor, se o trilho entrar na pele de alumínio, etc., o cursor entrará em colapso e quebrará devido à grande força de aperto da máquina de fundição sob pressão. Portanto, ao encontrar tais problemas, o molde deve ser limpo a tempo e a causa deve ser encontrada para reparar o molde a tempo. Caso contrário, espere que o molde seja danificado antes de reparar, o que afetará seriamente a vida útil do molde.
4. Tente reduzir a temperatura de vazamento do alumínio fundido e melhorar a vida útil do molde.
A temperatura de vazamento do alumínio fundido durante a produção de fundição sob pressão não afeta apenas a qualidade das peças fundidas, mas também afeta a vida útil dos moldes de fundição sob pressão. Na fundição sob pressão geral, a temperatura de vazamento do alumínio fundido está entre 630 e 720 graus. Para diferentes peças, ao escolher a temperatura de vazamento, devemos tentar escolher uma temperatura mais baixa, que não apenas economize energia, mas também prolongue a vida útil do molde de fundição sob pressão. Porque quanto maior a temperatura do alumínio fundido, maior a erosão do molde, maior a faixa de mudanças de campo de temperatura do molde, maior a expansão e contração térmica, maior a fadiga do molde e mais fácil de ser danificado. Portanto, reduzir adequadamente a temperatura de vazamento do alumínio fundido é benéfico para prolongar a vida útil do molde de fundição sob pressão.