Pусский
Pусский espanhol
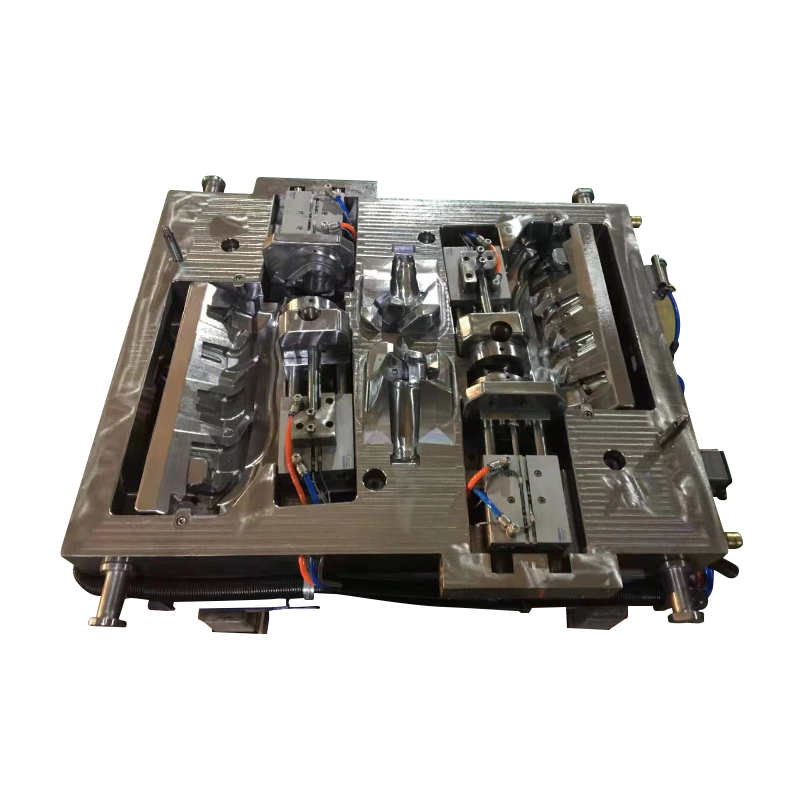
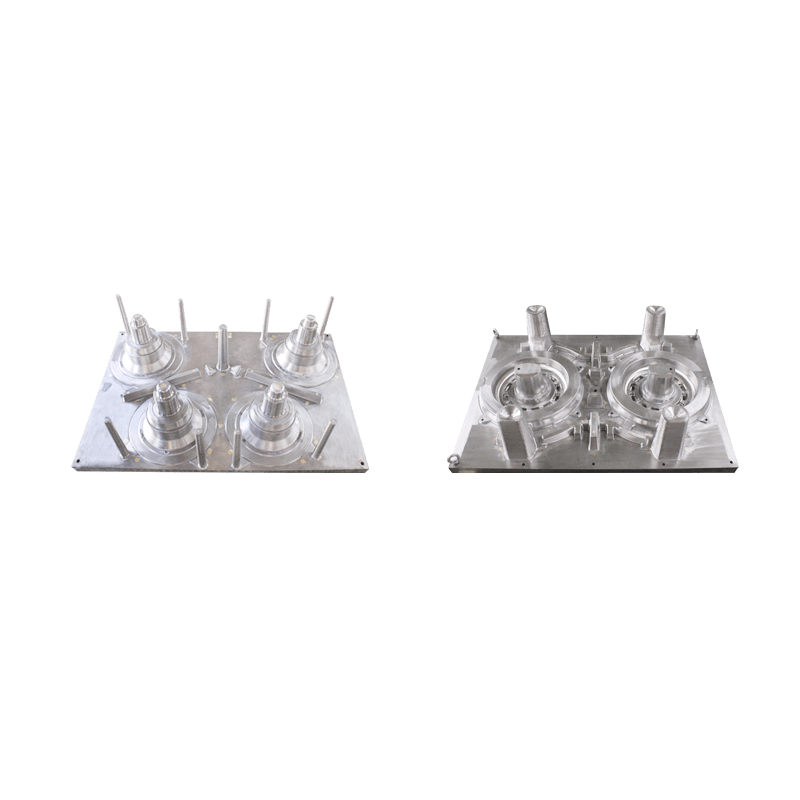
espanhol A matriz de corte é para cortar o portão, piscar e transbordar da fundição. A grande maioria das peças fundidas sob pressão deve ser aparada. O método de corte é determinado de acordo com o tamanho da peça fundida, o tipo de liga de fundição e o número de peças fundidas que precisam ser cortadas. Independentemente do método utilizado, é importante perceber que na maioria dos casos o número de peças fundidas que são aparadas é extremamente grande, e o processo de aparagem deve ser capaz de acompanhar a alta produtividade da máquina de fundição sob pressão. A maneira mais fácil de aparar as arestas é remover manualmente as partes indesejadas da fundição. Para peças fundidas pequenas, isso quebrará o portão, a rebarba e a ranhura de transbordo. Para grandes fundidos, um martelo deve ser usado para derrubar as partes inúteis. As bordas quebradas podem ser suavizadas com um rebolo, mas as áreas que não podem ser retificadas por um rebolo precisarão ser lixadas à mão.
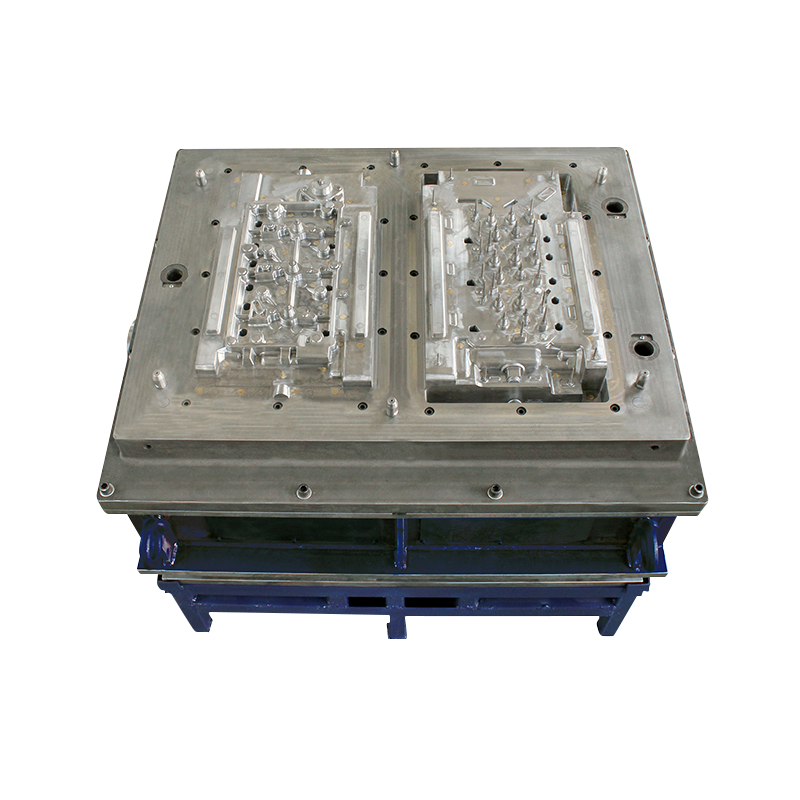
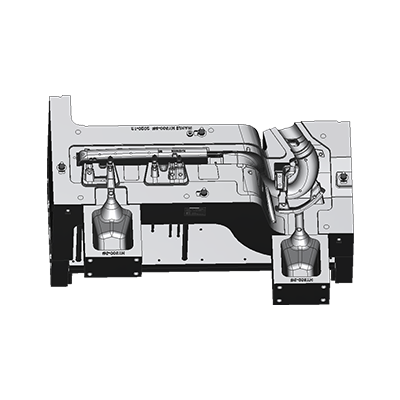
Para remover as partes inúteis das peças fundidas, várias medidas devem ser tomadas na fase de projeto. A espessura da comporta e a espessura da interface da ranhura de transbordo devem ser pequenas para que possam ser facilmente desconectadas, e a contração axial da área da comporta deve ser minimizada. No entanto, a espessura do portão não deve ser muito fina, para não afetar a qualidade da fundição. Os ingates devem estar localizados na parte reta do perfil tanto quanto possível, porque os ingates curvos, como os das peças cilíndricas, são mais difíceis de quebrar. Isso também é verdade para ingates que correm ao longo de superfícies de partição curvas.
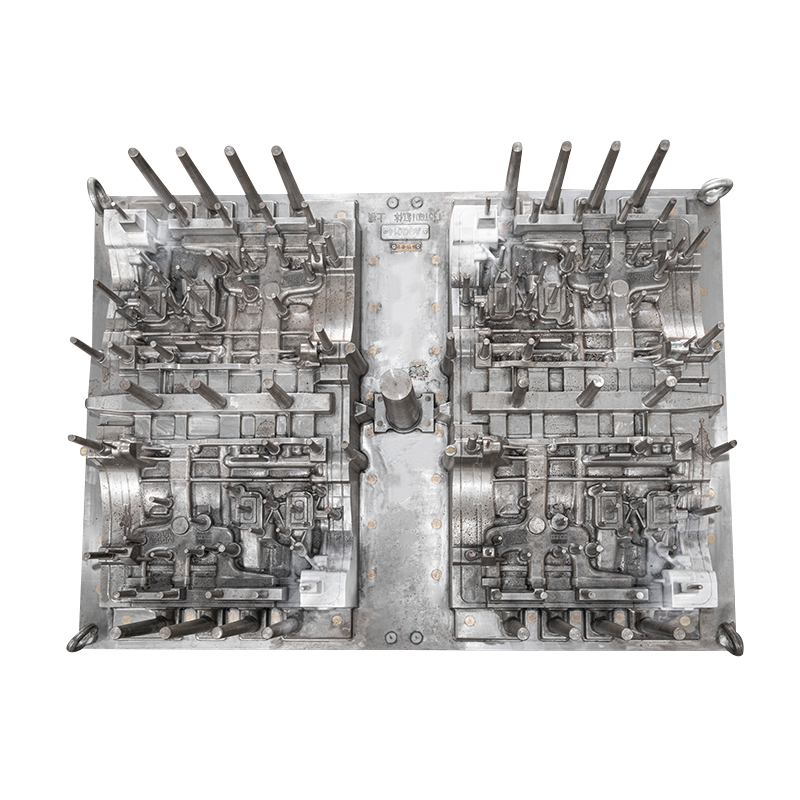
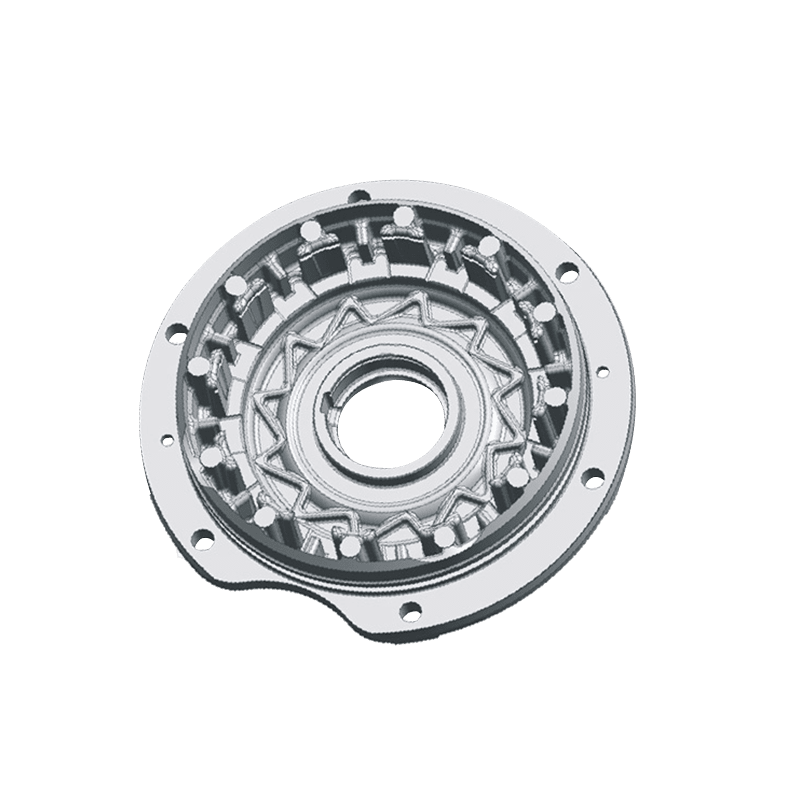
Às vezes, o portão interno da fundição sob pressão é muito espesso, o que reduz a velocidade e o tempo de enchimento. Isso alivia o problema de erosão da matriz que ocorre com o processo de fundição sob pressão - um problema persistente devido às altas temperaturas do metal fundido e das matrizes. A alta resistência da fundição e o uso de um sprue espesso significam que uma serra de fita deve ser usada para fazer o sprue da fundição.
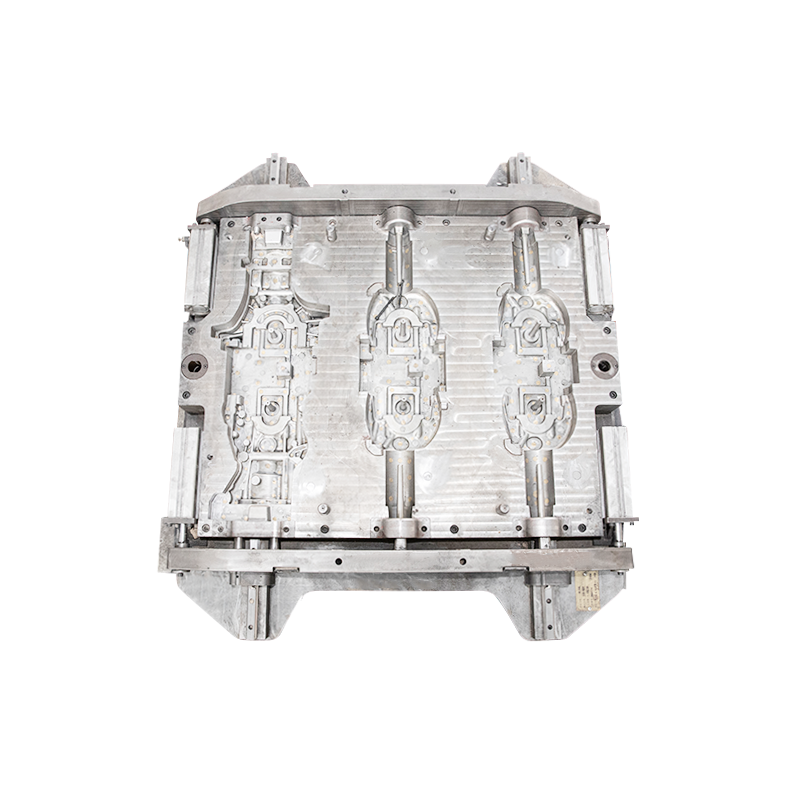
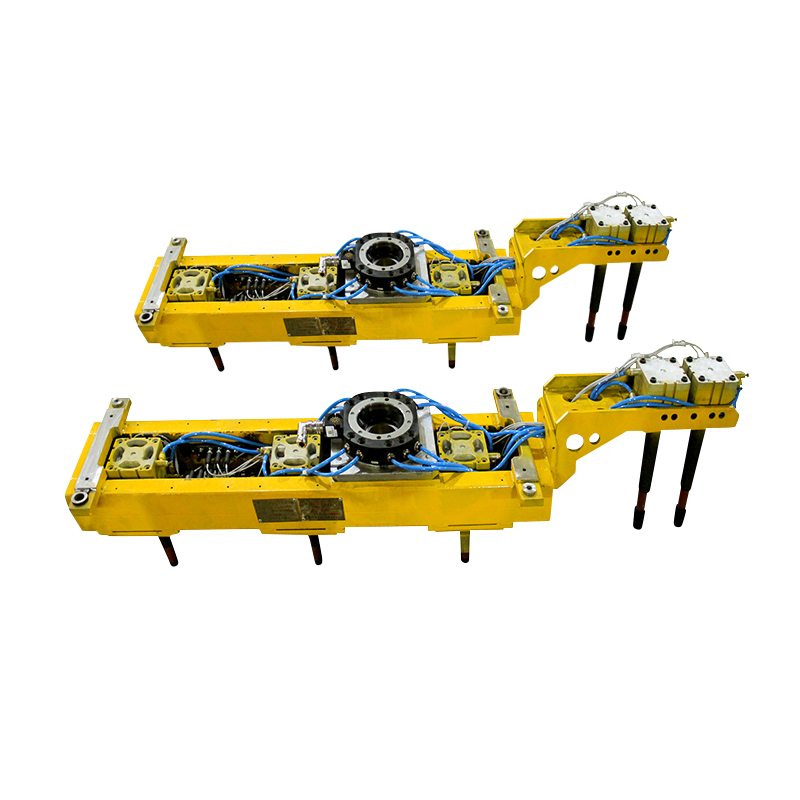
As prensas de corte são usadas para um grande número de fundidos complexos, forçando os fundidos através de matrizes de corte. Para tornar a matriz de corte o mais simples possível, a superfície de separação não deve ser escalonada, se possível. As prensas de corte geralmente estão localizadas perto da máquina de fundição sob pressão. Isso permite que operadores, coletores de fundição ou robôs coloquem peças fundidas diretamente na prensa ao removê-las da máquina de fundição sob pressão. A falha da prensa de corte ou da matriz de corte significa que a máquina de fundição sob pressão também para de funcionar, a menos que um método alternativo seja imediatamente fornecido para remover o portão e a rebarba da fundição quando a prensa ou matriz de corte for reparada.