Pусский
Pусский espanhol
espanhol Durante o processo de moldagem por injeção, o gás de exaustão pode ser expelido do molde. O sistema de exaustão de um molde tem uma estrutura complicada. O sistema de exaustão tem a capacidade de se conectar em diferentes direções. Portanto, a posição do sistema de exaustão é muito importante. A posição do sistema de exaustão no molde tem influência direta no ciclo de conformação.
O sistema de exaustão de um molde pode ser utilizado para reduzir as vibrações, melhorar a qualidade do produto e facilitar a instalação. No entanto, o sistema de exaustão de um molde é afetado pelo teor de umidade, voláteis e presença de impurezas. Essas impurezas podem afetar negativamente a qualidade do produto e reduzir a resistência mecânica do molde. Portanto, o sistema de exaustão de um molde precisa ser projetado de acordo.
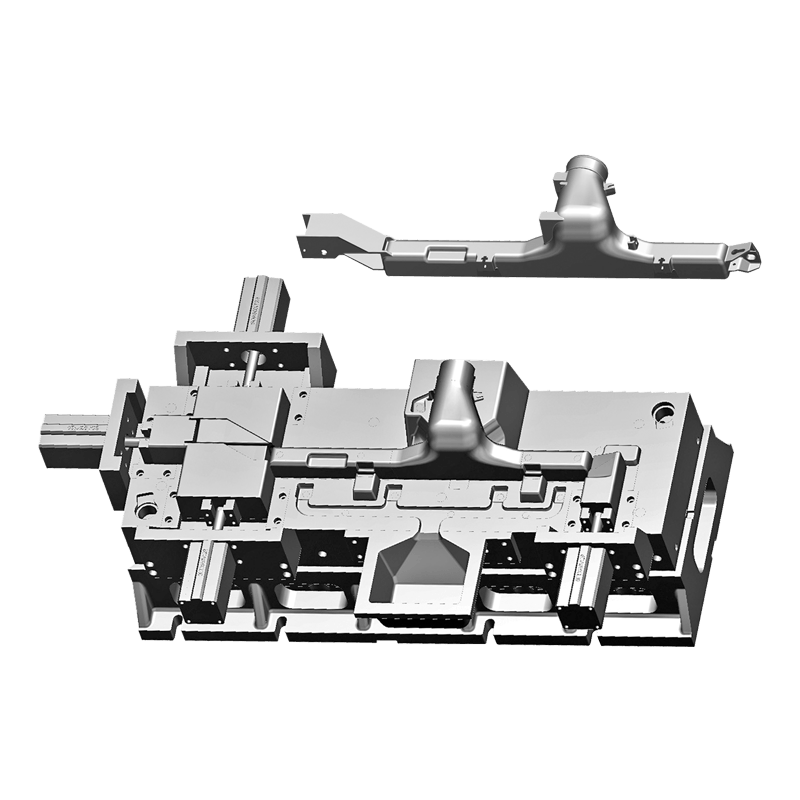
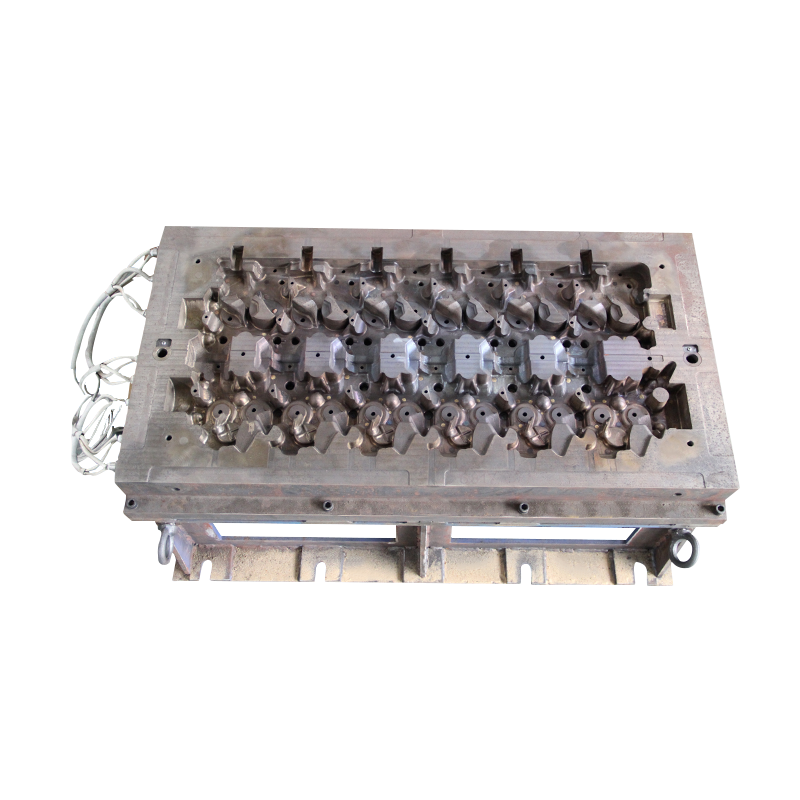
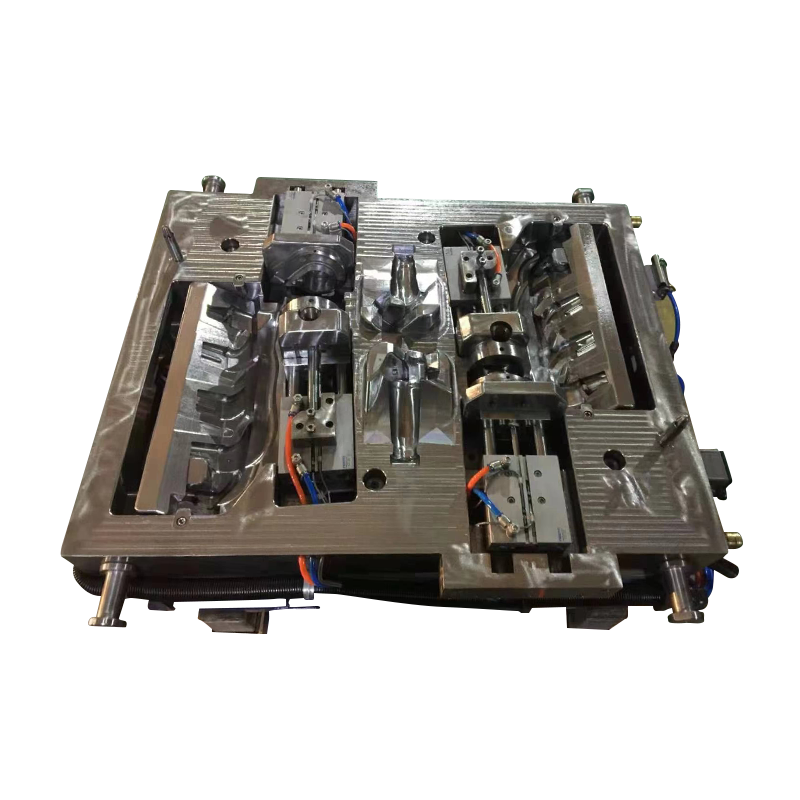
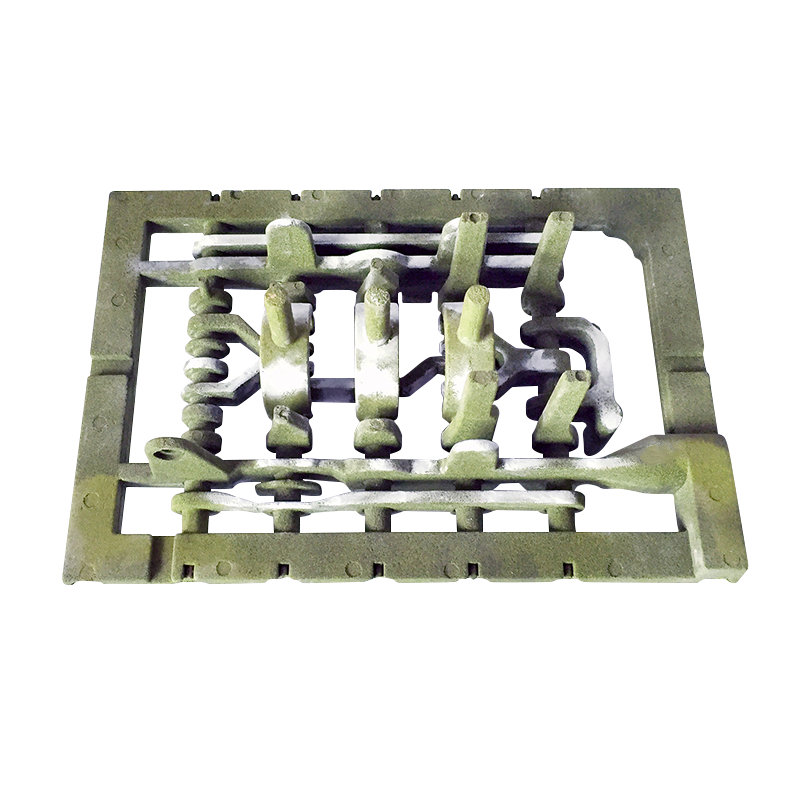
O molde de tubo de escape é dividido em três partes: a cavidade do molde, o portão transversal e as lacunas de água. As lacunas de água são conectadas com a cavidade do molde através do riser. O riser tem uma superfície de parede superior inclinada e uma superfície de parede inferior inclinada para baixo. Está disposto na junção entre o portão transversal e cada lacuna de água. O riser também se estende até a cavidade do molde. Além disso, cada conjunto de moldes deve usar ranhuras de exaustão abertas. Em comparação com as ranhuras de exaustão fechadas, as ranhuras de exaustão abertas têm o maior volume de exaustão. Além disso, são os mais fáceis de processar.
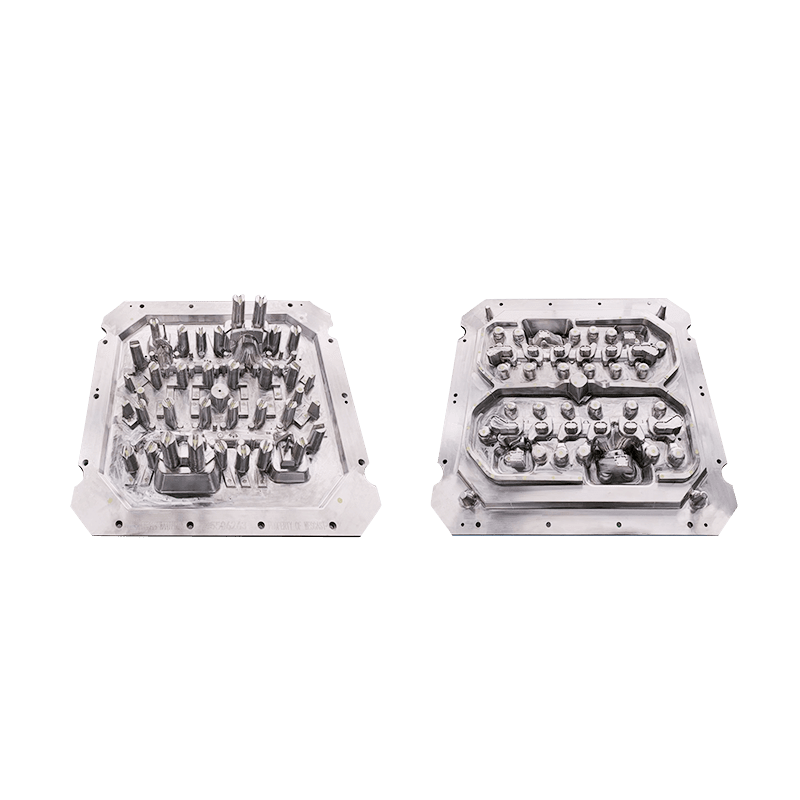
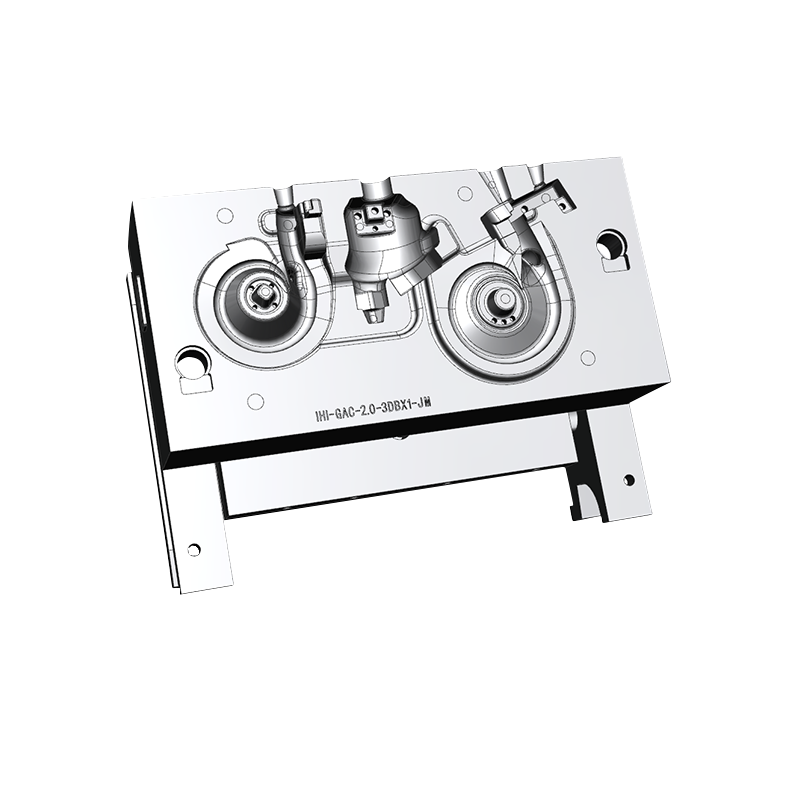
A estrutura de inserção de um molde é necessária para eliminar o fenômeno do ar preso. A estrutura do inserto tem dois pequenos recessos, que se encaixam junto com a posição de encaixe do pequeno cabeçote do inserto. A pequena cabeça de inserção é encaixada nas reentrâncias do molde e descarrega o ar aprisionado para fora do molde quando o material flui para as pontas.
Normalmente, o design do inserto de processo é usado quando os requisitos de exaustão são altos. No entanto, a estrutura do inserto precisa ser projetada para evitar a formação do fenômeno de ar aprisionado. Se a estrutura de inserção for projetada de maneira incorreta, o material de fluxo pode ser colocado incorretamente e o sistema de exaustão pode ser posicionado incorretamente. Além disso, pode levar a uma precisão dimensional negativa e baixa resistência mecânica. Além disso, também pode levar a marcas de fluxo e marcas de fusão.