Pусский
Pусский espanhol
espanhol O projeto da fundição sob pressão deve levar em consideração a espessura da parede da fundição sob pressão, o filete de fundição e o ângulo de inclinação da fundição sob pressão, as nervuras de reforço, a distância mínima entre o furo de fundição e o furo até a borda na matriz fundição, furo retangular e ranhura na fundição sob pressão, fundição sob pressão Existem sete aspectos da permissão de usinagem de inserções e fundição sob pressão nas peças.
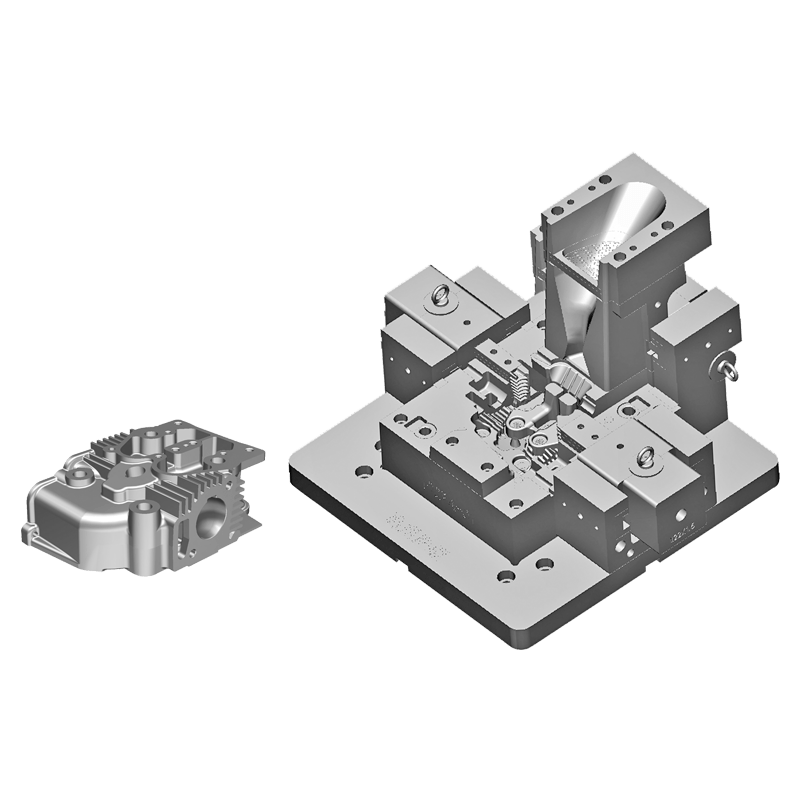
Especificação de projeto de filete de fundição: Normalmente, cada parte da fundição sob pressão deve ter um filete (exceto na superfície de separação), o que pode fazer o metal fluir suavemente durante o preenchimento, e o gás pode ser facilmente descarregado e pode evitar rachaduras causadas por ângulos agudos . Para fundições sob pressão que requerem galvanoplastia e acabamento, os cantos filetados podem ser revestidos uniformemente para evitar o acúmulo de tinta em cantos pontiagudos. O raio de filete R da fundição sob pressão geralmente não deve ser inferior a 1 mm e o raio de filete mínimo é de 0,5 mm.
Especificações de projeto de inserções em peças fundidas: Primeiro, o número de inserções nas peças fundidas não deve ser muito; em segundo lugar, a conexão entre as inserções e as peças fundidas deve ser firme e, ao mesmo tempo, as inserções devem ser ranhuradas, levantadas, recartilhadas, etc.; Em terceiro lugar, os insertos devem evitar cantos vivos para facilitar a colocação e evitar a concentração de tensões nas peças fundidas. Se houver corrosão galvânica grave entre as peças fundidas e os insertos, a superfície dos insertos precisa ser protegida por revestimento; finalmente, deve-se evitar fundições com insertos. Tratamento térmico para evitar mudança de volume devido à transição de fase dos dois metais, afrouxando o inserto.
Especificação de projeto para filetes de fundição sob pressão
Especificações de projeto para espessura de parede de peças fundidas sob pressão: As peças fundidas sob pressão de paredes finas têm maior resistência e melhor compacidade do que as peças fundidas sob pressão de paredes espessas. Em vista disso, o projeto de peças fundidas deve seguir os seguintes princípios: Na premissa de garantir que as peças fundidas tenham resistência e rigidez suficientes A espessura da parede inferior deve ser reduzida o máximo possível e a espessura da parede deve ser mantida uniforme. A prática provou que o design da espessura da parede das peças fundidas é geralmente de 2,5 a 4 mm, e peças com espessura de parede superior a 6 mm não devem ser produzidas pelo processo de fundição sob pressão. O desempenho da influência de paredes muito grossas e muito finas de fundição sob pressão na qualidade das peças fundidas: Se as paredes das peças fundidas forem muito finas no projeto, a soldagem do metal não será boa, o que afetará diretamente a resistência do as peças fundidas e ao mesmo tempo causarão dificuldades na formação; as paredes são muito grossas ou severamente irregulares Por outro lado, com o aumento da espessura da parede, também aumentam os defeitos como poros e retração na peça fundida, o que também reduzirá a resistência da peça fundida e afetará a qualidade da peça fundida.
Especificações de projeto para subsídios de usinagem de peças fundidas: Em geral, devido às limitações do processo de fundição sob pressão, quando certa precisão dimensional, rugosidade da superfície ou tolerâncias geométricas de peças fundidas não podem atender aos requisitos dos desenhos do produto, as empresas devem primeiro considerar o uso Como correção, polimento, extrusão, modelagem e outros métodos de acabamento para reparar, quando o acabamento não resolver completamente esses problemas, algumas partes da fundição sob pressão devem ser usinadas. Deve-se notar aqui que, Ao usinar, uma pequena margem de usinagem deve ser considerada e, ao mesmo tempo, tentar usar a superfície que não é afetada pela superfície de partição e conformação ativa como superfície de referência bruta, para não afetam a precisão da usinagem.
Especificações de projeto para a inclinação de desmoldagem de peças fundidas sob pressão: Ao projetar peças fundidas sob pressão, deve haver uma inclinação estrutural na estrutura. Quando não houver desnível estrutural, deve haver desnível de processo para desmoldagem quando necessário. A direção da inclinação deve ser consistente com a direção de lançamento da fundição.