Pусский
Pусский espanhol
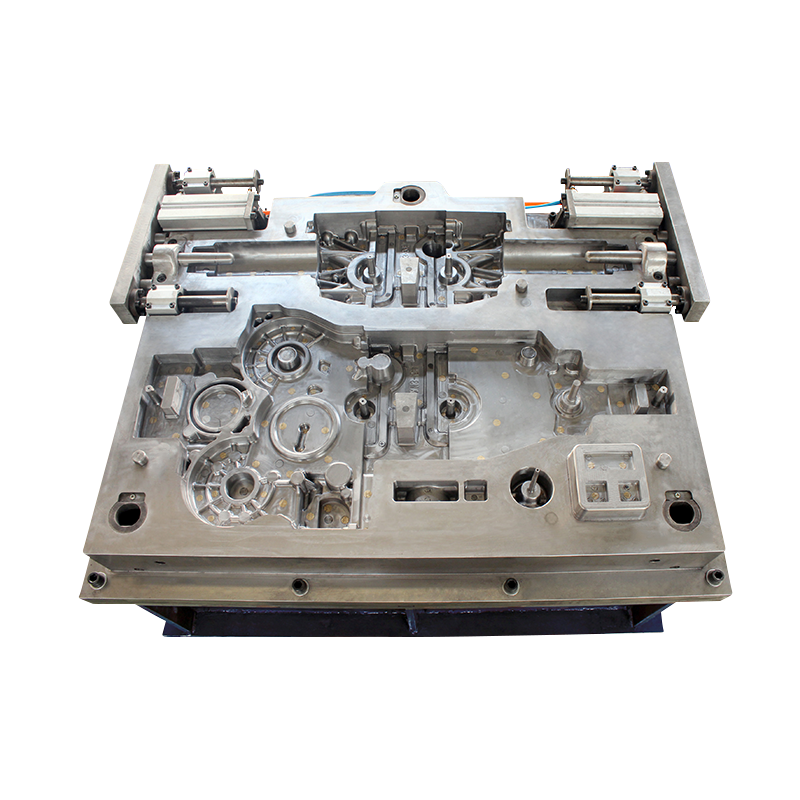
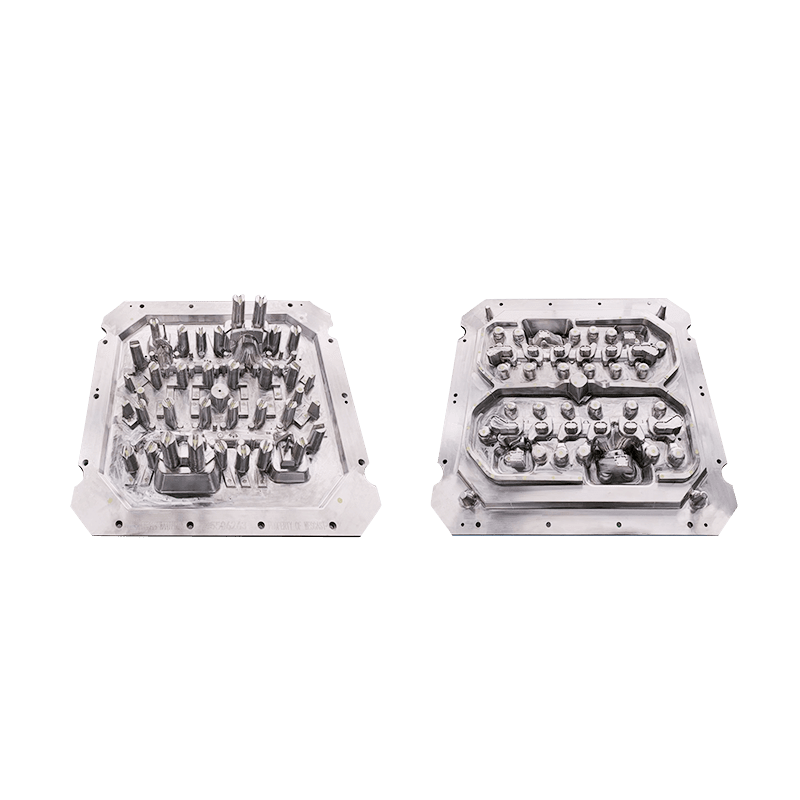
espanhol Na produção e processamento de peças de moldes de fundição sob pressão, devido à forma e estrutura complexas, existem diferenças óbvias no tamanho da seção transversal de cada peça; portanto, quando o tratamento térmico é realizado, as taxas de aquecimento e resfriamento de cada peça são também diferente. Esta situação pode levar à formação de distintas tensões térmicas, tensões teciduais e volumes de transição de fase em várias partes da peça. Provoca dilatação ou contração anormal do volume da peça, resultando em grande desvio em seu tamanho e forma, e até trincas.
Existem muitas razões para a deformação e rachaduras do tratamento térmico de moldes de fundição sob pressão, incluindo a composição química e a estrutura original do aço, a forma estrutural e o tamanho da seção das peças e o processo de tratamento térmico. Na produção real, muitas vezes é impossível eliminar completamente a deformação, e o grau de sua ocorrência só pode ser reduzido tanto quanto possível, mas desde que sejam tomadas as medidas apropriadas, a rachadura pode ser completamente evitada.
1. Tratamento térmico preparatório
O chamado tratamento térmico preparatório é relativo ao tratamento térmico final, ou seja, uma etapa de tratamento térmico preparatório é adicionada antes do tratamento térmico final, o que pode fornecer boa usinabilidade ou microestrutura para o tratamento térmico final. Os processos comuns de tratamento térmico preparatório incluem recozimento, normalização, têmpera e revenido.
Para o tratamento térmico preparatório de matrizes de estampagem de aço eutetóide, o foco está na eliminação de cementita secundária reticulada, refinamento de grão e tensão interna em peças forjadas. O processo específico é realizar primeiro o tratamento de normalização e, em seguida, realizar o recozimento de esferoidização. Para estampar peças de molde, deve ser estabilizado por têmpera de baixa temperatura. Para os moldes com formas complexas e requisitos de alta precisão, devido à maior possibilidade de deformação e trincas durante o tratamento térmico, o tratamento adequado de têmpera e revenimento deve ser realizado após a conclusão da usinagem de desbaste e antes de iniciar a usinagem de acabamento. O tratamento térmico é utilizado para preparar a organização para evitar ao máximo a ocorrência de trincas.
2. Método de aquecimento por têmpera e proteção de peças
A têmpera e o revenido são os processos mais propensos à deformação e rachaduras das peças. Para alguns moldes de fundição sob pressão pequenos, peças cilíndricas delgadas ou peças de molde de aço de alta liga, etc., o método de têmpera de aquecimento direto deve ser evitado, mas deve ser pré-aquecido a 520 a 580 graus Celsius e, em seguida, colocado em um meio forno de banho de sal de temperatura. Aqueça até a temperatura de têmpera. A prática provou que a deformação das peças usando este método de aquecimento é significativamente menor do que o aquecimento direto e têmpera em um forno elétrico ou forno reverberatório, e rachaduras podem ser basicamente evitadas.
Durante a têmpera, se a temperatura de aquecimento das peças austeníticas for muito alta, os grãos ficarão grosseiros e é fácil causar oxidação, descarbonetação e outros fenômenos, resultando em deformação e trincas das peças; e se a temperatura for muito baixa, os orifícios internos das peças encolherão e o tamanho do tamanho dos poros diminuirá. tornar-se menor. Portanto, dentro da faixa permitida de temperatura de aquecimento, tente selecionar o limite superior de temperatura para têmpera. Para ligas de aço, a temperatura de aquecimento é muito alta, o que fará com que o furo interno se expanda e o tamanho dos poros fique maior. É melhor escolher o limite inferior da temperatura permitida.
Além disso, durante a têmpera e o revenido, é necessário tomar medidas para proteger eficazmente as peças sujeitas a deformações e fissuras, para que a forma e a secção sejam simétricas e as tensões internas sejam equilibradas. Isso é especialmente verdadeiro para peças com formas complexas. Os métodos de proteção comumente usados incluem enfardamento, enchimento e tamponamento.
3. Otimização do método de resfriamento e seleção do refrigerante
Quando as peças do molde de fundição sob pressão são aquecidas, elas não devem ser colocadas diretamente no refrigerante após serem retiradas do forno, o que facilmente fará com que a diferença de temperatura local seja muito grande e cause deformação e rachaduras. O método correto é pré-resfriar as peças ao ar primeiro e, em seguida, colocá-las no refrigerante para têmpera. A fim de garantir a velocidade de resfriamento uniforme de cada parte da peça, ela deve ser girada adequadamente após a entrada do refrigerante e, de preferência, o sentido de rotação não é fixo.
A escolha do refrigerante é igualmente importante. Para ligas de aço, a têmpera isotérmica ou a têmpera graduada usando banhos quentes de nitrato de potássio e nitrito de sódio é um método eficaz para reduzir a deformação, especialmente para moldes de fundição sob pressão com formas complexas e dimensões precisas. Algumas peças porosas do molde têm as características de resfriamento e encolhimento em óleo e resfriamento e expansão em nitrato. O uso racional de dois meios diferentes também pode reduzir a deformação das peças causada pela têmpera.
4. O controle do tratamento de têmpera
Depois que as peças do molde de fundição são temperadas no refrigerante, elas não devem ficar no ar por muito tempo, mas devem ser colocadas em um forno de têmpera para tratamento de têmpera a tempo de eliminar o estresse interno das peças e reduzir a tendência de deformação e rachaduras. Especialmente para algumas peças de molde de fundição sob pressão que precisam ser processadas por corte de arame, têmpera graduada e vários tratamentos térmicos de revenimento são usados antes do processamento de corte de arame, o que pode efetivamente melhorar a temperabilidade das peças, uniformizar a distribuição de tensão interna e ser menos propenso a deformações e rachaduras. Durante o processo de revenido, é necessário evitar a ocorrência de fragilização de revenimento a baixa temperatura e fragilização de revenimento de alta temperatura.