Pусский
Pусский espanhol
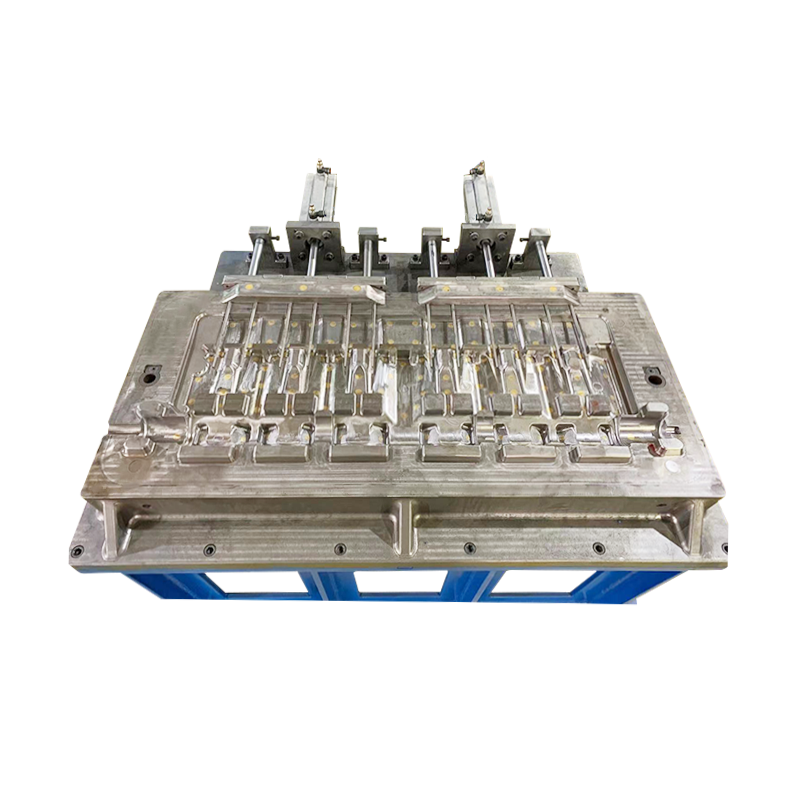
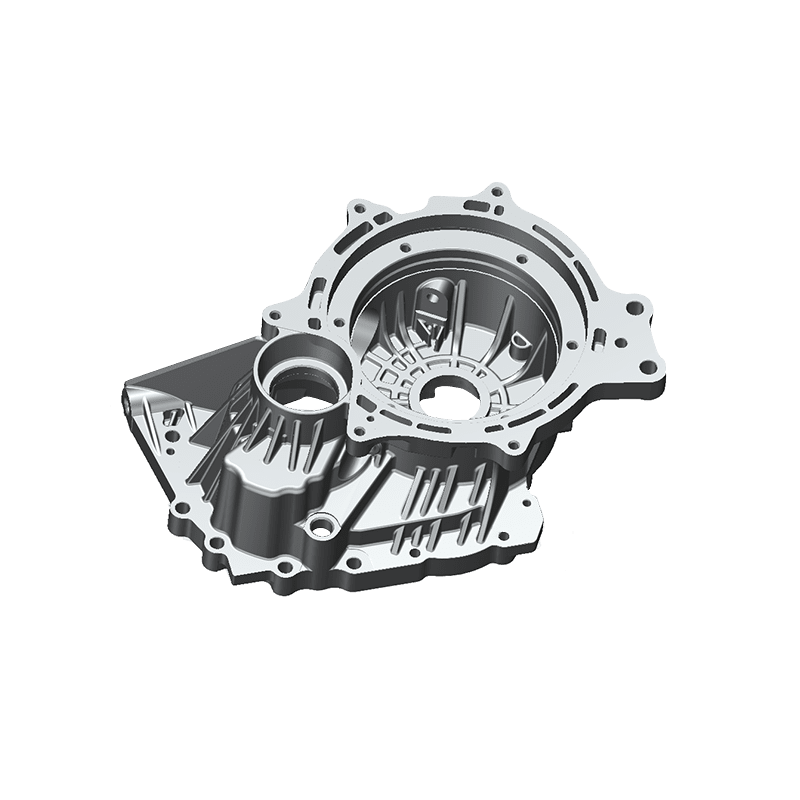
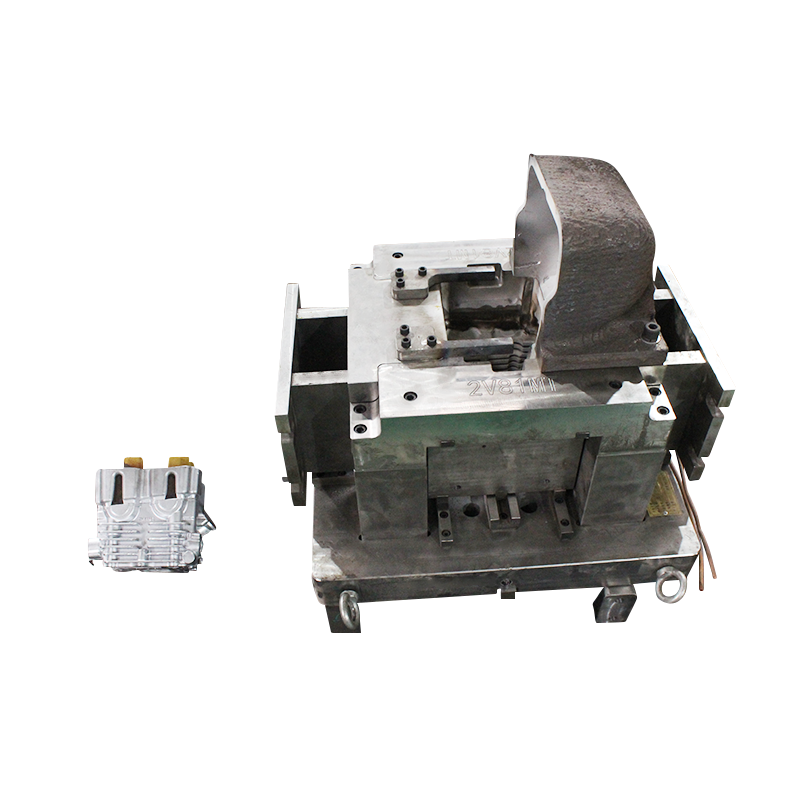
espanhol Questões que precisam de atenção na produção de peças fundidas sob pressão de ligas de alumínio:
1. Espessura da parede, a diferença de espessura afetará o reabastecimento;
2. A desmoldagem, que é muito mais difícil do que a desmoldagem por moldagem por injeção, portanto, atenção especial deve ser dada ao ajuste do ângulo de inclinação e da força de desmoldagem. Normalmente, o ângulo de inclinação é de 1 a 3 graus, considerando a suavidade da desmoldagem. A inclinação da inclinação externa é menor que a da inclinação interna, a inclinação externa é de 1 grau e a inclinação interna é de 2 a 3 graus;
3. No molde, se houver várias posições de bombeamento direcional, mesmo que as duas extremidades sejam colocadas, é melhor não colocar o centro de bombeamento inferior, pois o centro de bombeamento inferior causará rachaduras;
4. Algumas fundições de ligas de alumínio terão outras regulamentações, como injeção de óleo, pulverização de pó, etc. Neste momento, é necessário evitar o sulco de transbordo do portão para facilitar o ajuste;
5. Evite panos de molde complicados no layout e não pode usar vários núcleos ou núcleos em espiral;
6. Pare o processamento externo. É necessário deixar a quantidade de processamento em todo o planejamento da máquina. , é hora de faíscas no molde. É melhor deixar no máximo 0,8mm, e nenhum poro pode ser visto na superfície processada porque é protegida por uma camada dura;
7. As peças fundidas em liga de alumínio não são elásticas e a posição da fivela deve ser a mesma do plástico;
8. Não faça furos profundos durante a semana, faça apenas alguns furos ao abrir o molde e depois processe;
9. Se for uma máquina de paredes finas, não é muito fina, e nervuras de reforço devem ser usadas para aumentar a resistência à flexão.