Pусский
Pусский espanhol
espanhol
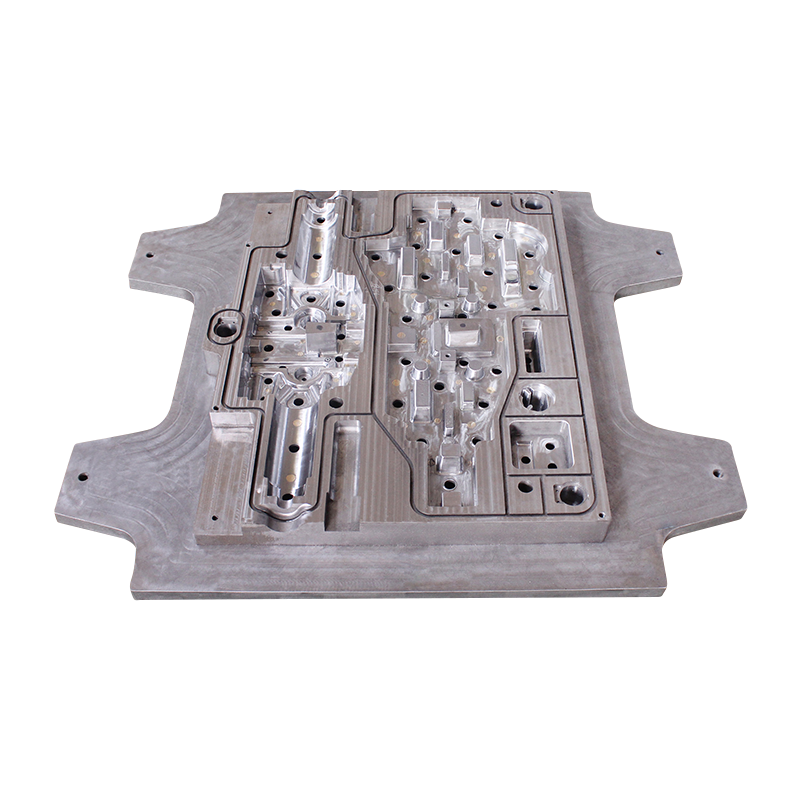
As peças de estampagem na carroceria do carro são divididas em partes de cobertura, peças de viga e peças de estampagem em geral. As peças estampadas que podem expressar claramente as características da imagem do carro são as peças da tampa do carro. Portanto, a matriz automotiva a que Gart se refere pode ser considerada uma "molde de estampagem de cobertura automotiva". Referido como matriz de painel automotivo. Por exemplo, matriz de corte do painel externo da porta frontal, matriz de perfuração do painel interno da porta frontal, etc.
Claro, não existem apenas peças estampadas na carroceria do carro. Todas as matrizes de estampagem em automóveis são chamadas de "matrizes de estampagem automática". Resumindo:
1. Auto molde é o nome geral de moldes usados para fabricar todas as peças de automóveis.
2. Matrizes de estampagem de automóveis são usadas para puncionar todas as peças de estampagem em automóveis.
3. A matriz de estampagem de carroceria é uma matriz para puncionar todas as peças de estampagem na carroceria.
4. A matriz de estampagem de tampas automáticas é uma matriz para perfurar todas as partes da tampa na carroceria do automóvel.
Agora, quando falamos de moldes de automóveis neste setor, parece referir-se à matriz de cobertura de automóveis. Para não ser confundido com a matriz do automóvel em sentido amplo, é melhor usar a matriz da tampa do automóvel em vez da matriz do automóvel ao postar.
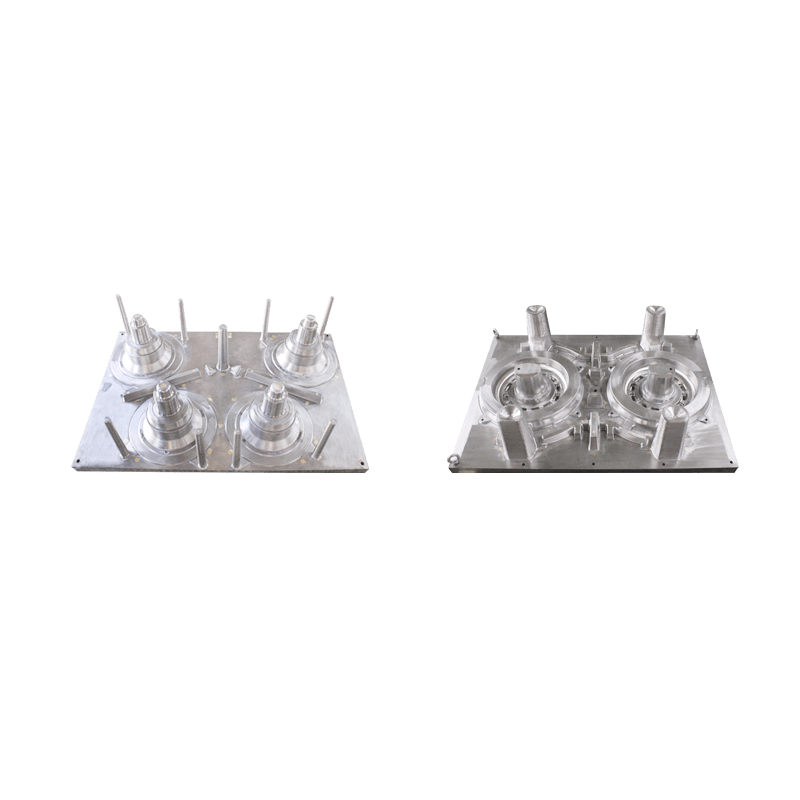
Moldes utilizados para vulcanização e moldagem de diversos tipos de pneus.
Classificação do molde de pneu de automóvel:
1. O molde flexível é composto de anel padrão, luva do molde, placas laterais superior e inferior.
2. As duas metades do molde são compostas por um molde superior e um molde inferior.
Tecnologia de processamento de moldes de pneus de automóveis (tome o molde ativo como exemplo):
1. Molde ou forje o espaço em branco de acordo com o diagrama do molde do pneu e, em seguida, desbaste o espaço em branco e o tratamento térmico. Os espaços em branco do molde do pneu são recozidos para eliminar o estresse interno. Eles devem ser colocados planos durante o recozimento para evitar deformações excessivas.
2. Faça os furos de içamento de acordo com o desenho e, em seguida, processe o diâmetro externo e a altura do anel padrão de acordo com o desenho de torneamento semi-acabado. Use o programa de torneamento semi-acabado para girar a cavidade interna do anel padrão e inspecione o gabarito de torneamento semi-acabado após o torneamento.
3. Use o eletrodo de padrão de molde de pneu processado para moldar o padrão interno do anel padrão por EDM e use o modelo para testar.
4. Divida o círculo padrão em várias partes de acordo com os requisitos do fabricante, desenhe as linhas de marcação respectivamente e coloque-as no ferramental para perfurar o orifício traseiro da cintura e bater na linha.
5. De acordo com as partes iguais divididas no processo 8, alinhe e corte na linha riscada.
6. Os blocos padrão de corte são polidos, cantos, raízes e furos de ventilação são perfurados de acordo com os requisitos dos desenhos.
7. Jateie a areia uniformemente dentro da cavidade do bloco padrão, exigindo cores consistentes.
8. Combine o anel padrão, a luva do molde, as placas laterais superior e inferior para completar o molde do pneu.