Pусский
Pусский espanhol
espanhol(1) Quando o tarugo extrudado é colocado no molde, o tarugo não deve ser resfriado muito rapidamente para evitar a redução da plasticidade e o aumento da resistência à deformação; ao mesmo tempo, evite a diferença excessiva de temperatura entre a superfície do tarugo e a camada central para evitar que a extrusão seja defeituosa devido à deformação irregular ou o molde seja danificado.
(2) Reduza a diferença de temperatura entre o molde e o espaço em branco e evite o rápido aumento da temperatura da superfície do molde, o que fará com que a diferença de temperatura interna do molde seja muito grande e gere grande tensão interna, de modo a reduzir o risco de danos ao molde quando estiver trabalhando.
O método específico de pré-aquecimento do molde é instalar um pré-aquecedor de resistência especial no molde, ou usar um maçarico ou colocar um bloco de ferro vermelho no molde para pré-aquecimento. A temperatura de pré-aquecimento depende da temperatura do bloco de extrusão.
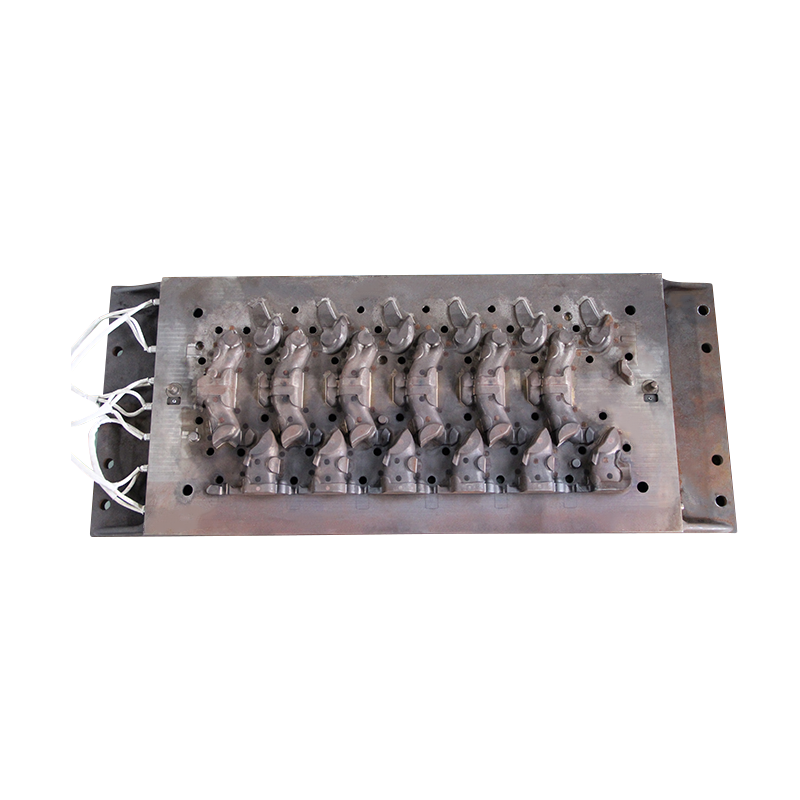
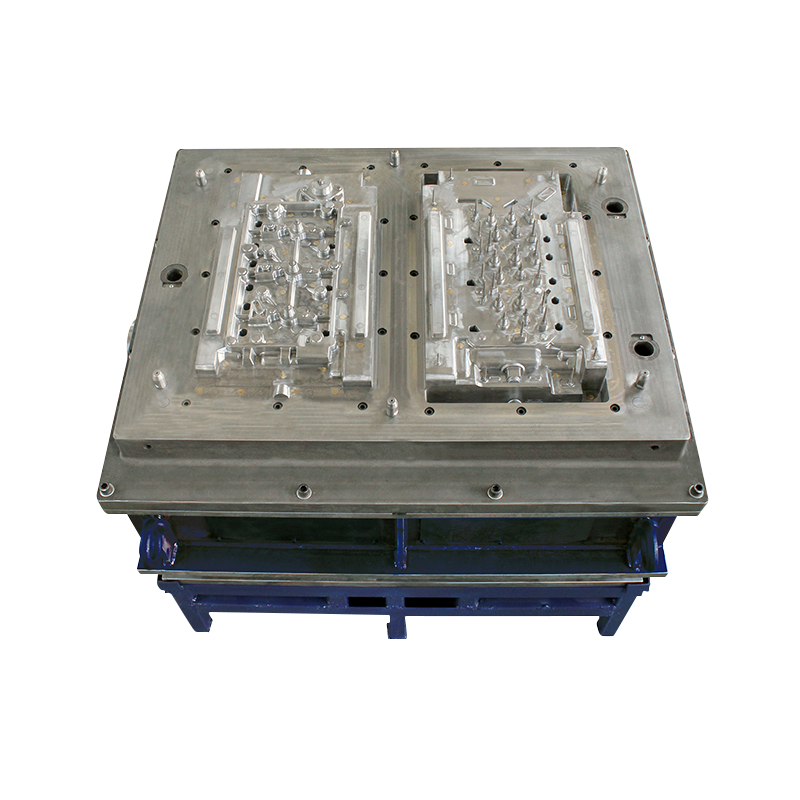
Além disso, no processo contínuo de produção do molde, devido ao contato prolongado com o tarugo que é superior à sua própria temperatura, a temperatura dos moldes convexos e côncavos continua subindo e a resistência e a dureza caem drasticamente, que afeta a vida útil do molde. Ao mesmo tempo, sob a ação de alta tensão de extrusão, o molde após o aumento da temperatura fica mais sujeito à deformação, o que afeta seriamente a forma e a precisão dimensional da peça extrudada. Portanto, na estrutura do molde, você deve considerar a instalação de um dispositivo de resfriamento ou o uso contínuo de métodos de resfriamento manual para manter a temperatura do molde na faixa de 150-300°C.
Na produção de pequenos lotes, o ar comprimido pode ser usado para resfriar peças de trabalho, como moldes convexos e côncavos, após cada formação, ou aumentar o intervalo de tempo da formação de forjamento a quente.
Na produção em larga escala, medidas especiais devem ser tomadas para garantir que a temperatura do molde seja estável dentro da faixa de temperatura de pré-aquecimento. As quatro medidas específicas são as seguintes.
(1) Ao usar uma prensa mecânica para produção contínua, o número de golpes por unidade de tempo pode ser ajustado adequadamente para garantir que haja tempo suficiente para resfriar o molde.
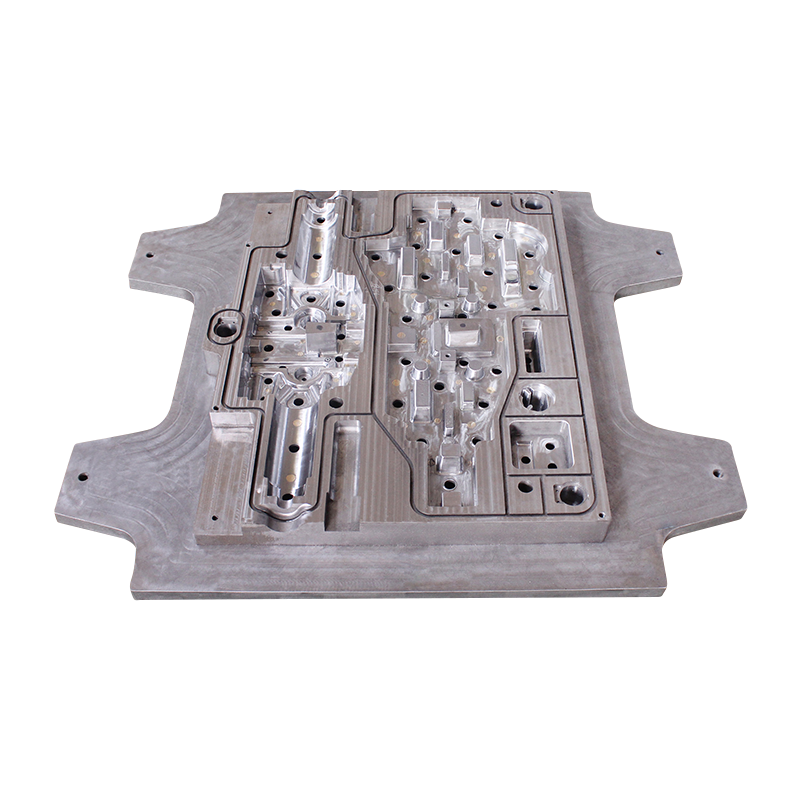
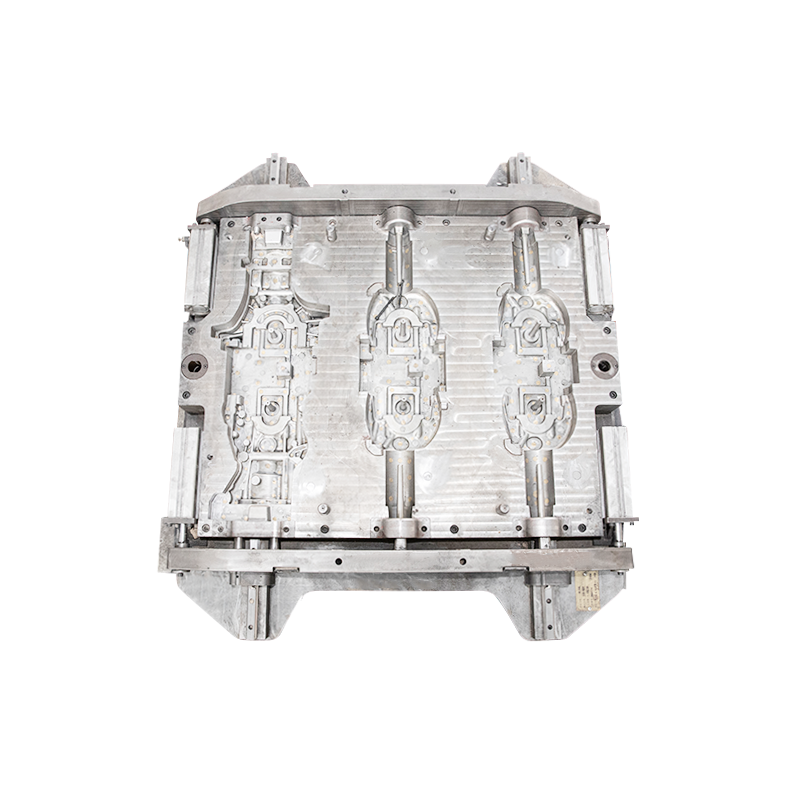
(2) Abra orifícios no molde para melhorar o resfriamento interno. Por exemplo, use uma bomba para conduzir um lubrificante com uma pressão de 0,12~0,14 MPa nos poros do molde para exalação para resfriar o molde convexo e soprar pressão de 0,4~0,5 MPa no molde côncavo. Ar comprimido para resfriar a matriz e o ejetor.
(3) Para resfriamento por spray do molde, a principal consideração é o local onde o lubrificante não pode fluir devido à rápida evaporação da água.
(4) O molde está equipado com um dispositivo de resfriamento a água.