Pусский
Pусский espanhol
espanhol
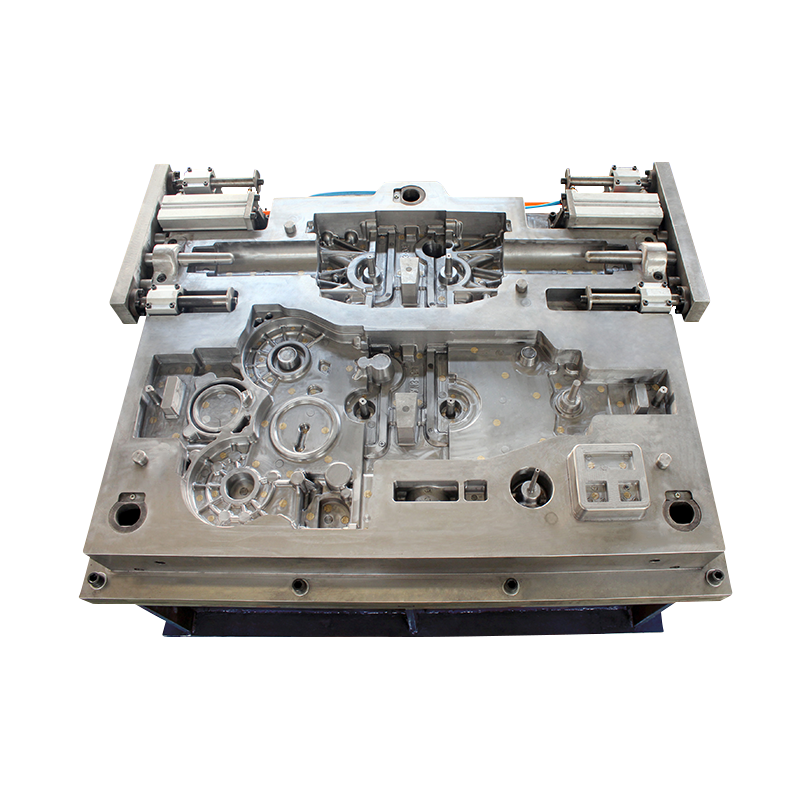
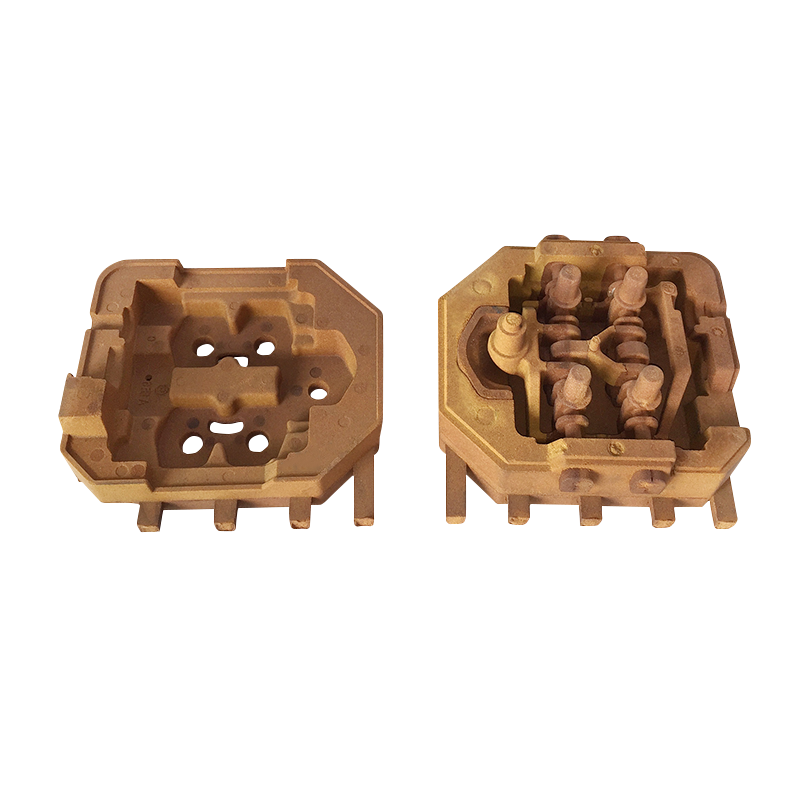
O molde de fundição sob pressão é uma ferramenta para fundir peças de metal, uma ferramenta para completar o processo de fundição em uma máquina de forjamento sob pressão dedicada. Moldes de plástico são ferramentas combinadas com máquinas de moldagem de plástico na indústria de processamento de plástico para dar aos produtos de plástico uma configuração e tamanho completos. Então qual é a diferença entre os dois?
A diferença entre o molde de fundição sob pressão e o molde de plástico:
1. A pressão de injeção do molde de fundição sob pressão é grande, portanto, o gabarito deve ser relativamente espesso para evitar deformações
2. O portão do molde de fundição sob pressão é diferente do molde de injeção e precisa ser usado como um cone dividido para decompor a alta pressão do fluxo de material.
3. Os núcleos do molde de fundição sob pressão não precisam ser temperados, porque a temperatura na cavidade excede 700 graus durante a fundição sob pressão. Portanto, cada conformação é equivalente a têmpera. A cavidade ficará cada vez mais dura. O molde de injeção geral deve ser resfriado acima de HRC52.
4. Os moldes de fundição sob pressão geralmente precisam ser nitretados na cavidade para evitar que a liga grude na cavidade.
5. Geralmente, a corrosão do molde de fundição sob pressão é relativamente grande e a superfície externa é geralmente azul.
6. Em comparação com o molde de injeção, a parte correspondente móvel do molde de fundição sob pressão (como o controle deslizante de extração do núcleo) tem uma folga correspondente maior, porque a alta temperatura do processo de fundição sob pressão causará expansão térmica. Se a folga for muito pequena, o molde ficará preso.
7. Os requisitos de correspondência da superfície de separação dos moldes de fundição sob pressão são maiores, porque a fluidez das ligas é muito melhor do que a dos plásticos. O fluxo de material de alta temperatura e alta pressão voando para fora da superfície de separação será muito perigoso
8. Geralmente, os moldes de injeção podem ser ventilados por dedal, superfície de separação, etc., os moldes de fundição sob pressão devem ter ranhuras de ventilação e sacos coletores de escória (coletando cabeçotes de material frio);
9. A moldagem é inconsistente, a velocidade de injeção do molde de fundição sob pressão é rápida e a pressão de injeção é de uma seção. Os moldes de plástico são geralmente injetados em várias seções para manter a pressão.