Pусский
Pусский espanhol
espanhol A cavitação também é chamada de cavitação. É mais comum quando a interação entre um fluido em movimento e um gás cria uma bolha de pressão negativa (buraco de vácuo) no fluido. Quando a bolha de pressão negativa encontra a superfície do sólido no processo de movimento ou fluxo, a aniquilação da bolha libera uma enorme energia de explosão, que faz com que a superfície do sólido forme um buraco côncavo. Este fenômeno é comumente visto em pás usadas na água do mar. A superfície das lâminas forma bolhas de pressão negativa devido à interação da água e do ar em turbilhão, que se aniquilam na superfície da lâmina para formar poços de cavitação, comumente chamados de "bolsas".
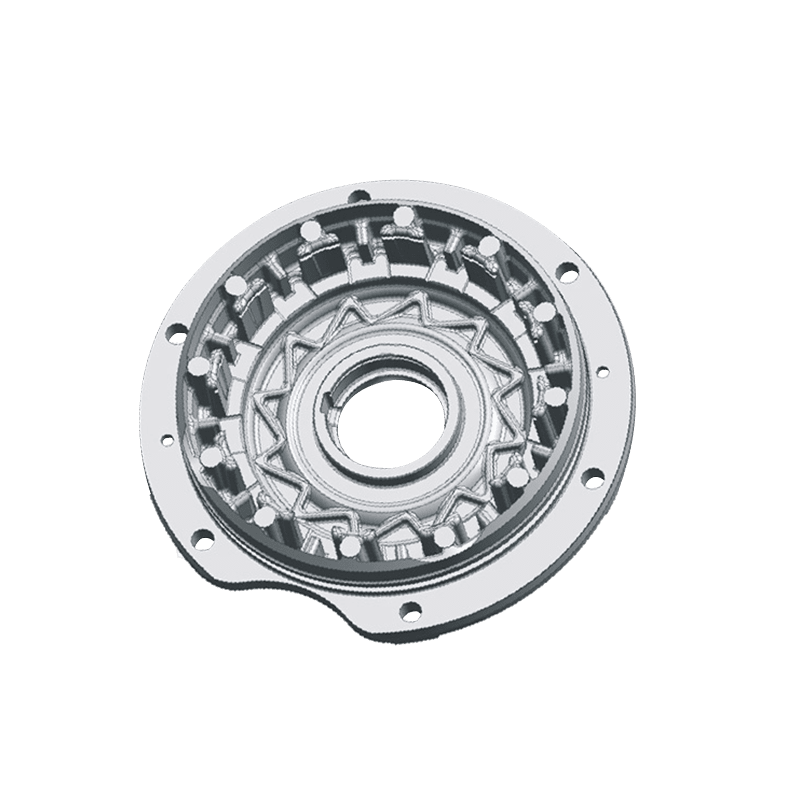
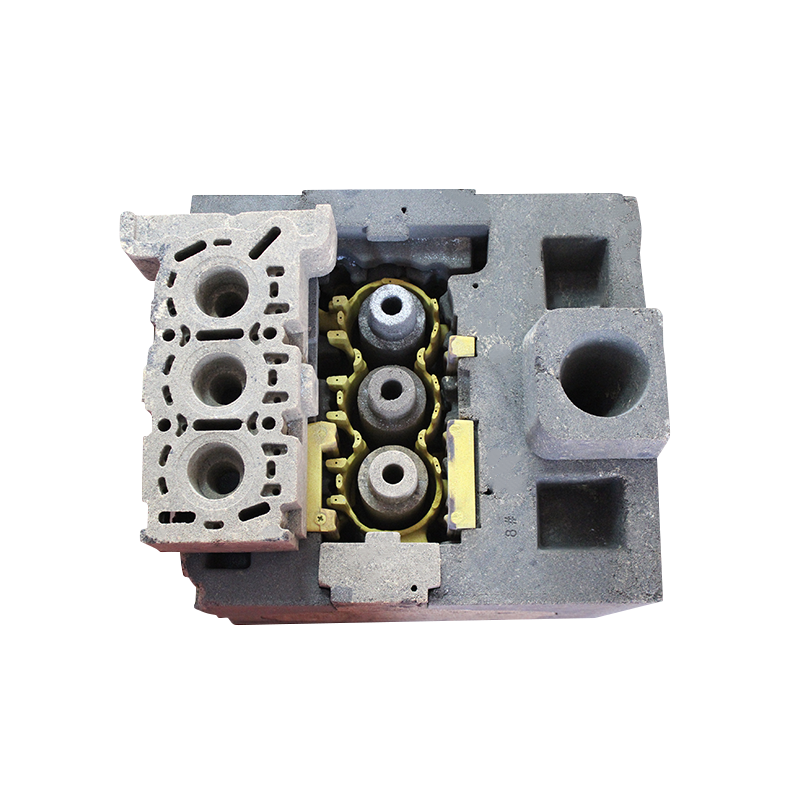
A cavitação também ocorre no processo de produção da fundição sob pressão de liga de alumínio. Para produtos de peças de aparência de liga de alumínio fundido, como produtos de comunicação, às vezes a superfície do molde forma poços côncavos (também chamados de "bolsos") depois de produzir centenas ou milhares de produtos, o que também é causado por cavitação. Da mesma forma, haverá poços salientes na superfície das peças de liga de alumínio e a forma macroscópica é mostrada na Figura 1.
Deve-se ressaltar que as "marcas" formadas na superfície das peças fundidas de liga de alumínio, além da "cavitação", existem outras razões, tais como: a superfície do molde não é totalmente polida após a EDM, ou a superfície do molde é muito brilhante, isso torna o agente desmoldante incapaz de formar uma boa película protetora na superfície do molde, resultando em erosão pontual e aderência do molde na superfície do molde. No entanto, as cavidades produzidas por "erosão por cavitação" na superfície do molde são diferentes em forma de tais defeitos, e é necessário ter experiência suficiente para fazer um julgamento correto.
Causas da Erosão por Cavitação em Fundição sob pressão de liga de alumínio
Fundição sob pressão de liga de alumínio é injetar liga de alumínio líquido em toda a cavidade do molde em alta velocidade por meio de um punção para obter o produto desejado. Durante o fluxo de alumínio fundido, ele precisa passar pelo canal para alcançar o portão interno e, em seguida, pulverizar na cavidade do molde. O corredor do molde é o único caminho para o alumínio fundido fluir. O princípio do projeto é que a área da seção transversal do canal deve estar em um estado de encolhimento, de modo que o ar no canal possa ser descarregado para a extremidade frontal do alumínio fundido durante o fluxo do alumínio fundido.
A principal razão para a cavitação é que o projeto do molde viola os princípios de projeto acima. No caminho do corredor através do qual o líquido da liga de alumínio flui, a área da seção transversal do corredor se expande. Quando o alumínio fundido flui através do canal interno em expansão, haverá expansão de volume e queda repentina de pressão, resultando na formação de cavidades de pressão negativa (ou ocas) no alumínio fundido. Quando a injeção é pressurizada, a cavidade estoura no canal e dentro da cavidade do molde. Quando estoura, forma uma explosão interna, que pode gerar uma enorme energia. Quando o produto é produzido, as múltiplas implosões contínuas causam deformação por fadiga na superfície do molde metálico ou canal, formando cavidades visíveis a olho nu. Correspondentemente, poços salientes são formados na superfície do produto fundido.